武汉dn800的螺旋管重量计算公式临沂瑞源工贸
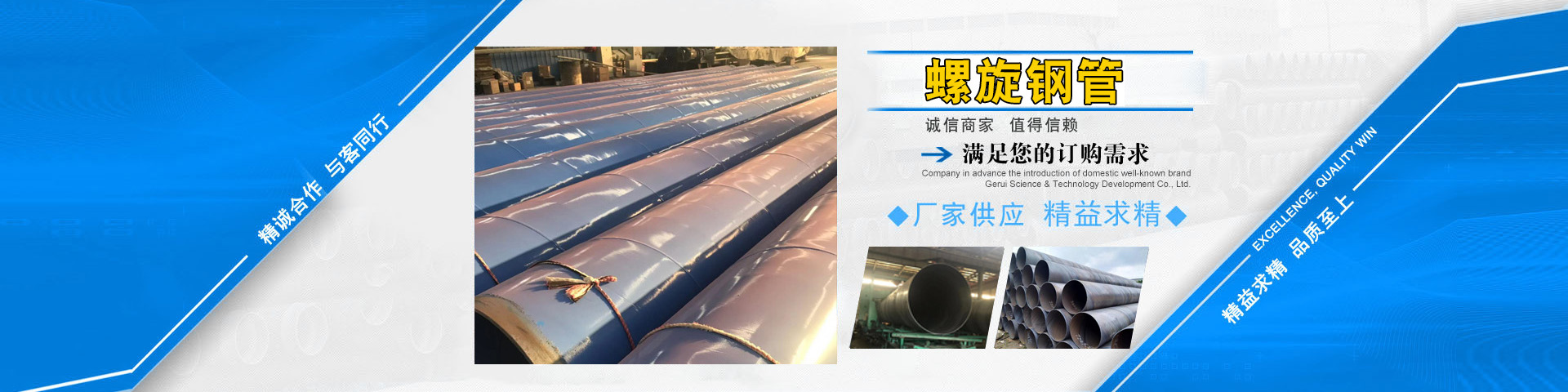
武汉螺旋管简介 厚壁螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,带钢头尾对接,生产过程中,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制,内焊和…
武汉螺旋管简介
厚壁螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,带钢头尾对接,生产过程中,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制,内焊和外焊均采用进口肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范,使其质量更为牢靠。 螺旋钢管制造厂不断对生产工艺,检测设备进行技术改造,加强了对产品质量的控制,公司在“产品质量就是企业生命”的经营理念指导下,配备了各种科学、先进的检测设施:如在线超声波自动探伤仪、X射线工业电视、X射线实时成像系统、2000吨静水压试验机、万能材料试验机、夏比冲击试验机、碳硫分析仪等关键重要的检测设备。这些先进、精密的生产与检测设备从硬件上保证了产品质量,确保产品质量达到国际先进标准。
武汉螺旋管现货
| 螺旋焊管 | Q345B | 1.5寸*3.5 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 2寸*2.1 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 2寸*2.5 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 2寸*3.5 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 2.5寸*2.0 | 国标 | 大量 | 大量 | 电议 | 本厂 |
| 螺旋焊管 | Q345B | 2.5寸*2.3 | 国标 | 大量 | 大量 | 电议 | 本厂 |
武汉螺旋管知识
防腐螺旋钢管在生产过程出现的流挂现象可分为五种类型:过厚型、低黏度型、接触型、特殊形状型、比重型。“钢管防腐流挂”现象的主要类型是过厚型和低黏度型,次要类型是接触型和特殊形状,钢管防锈涂料一般比重比较小,对于“防腐流挂”现象的影响可忽略。
由于钢管截面是圆型,接近流线形,所以使得涂料在生产过程中容易流动,这是不可避免的,但是可以克服。只有通过喷涂原始黏度较高的但加热后黏度降低的涂料后,随温度降低恢复较高黏度的办法,减少涂料在钢管表面的流动以克服“流挂”。接触型“流挂”是由于钢管的支撑点接触钢管表面后,形成与钢管表面近乎垂直的接触面,导引涂料离开涂膜形成钢管的“防腐流挂”现象。这是不可避免的。但可以通过膜厚控制减少。所幸数量和面积很小,外观影响甚微。
至于过厚型钢管的“防腐流挂”现象由于形成原因是很多的,所以必须关注的问题也是很多这是需要控制的重点,必须保证以下几点:
――钢管输送速度要求匀速运动。
――钢管必须要确保一定的运行速度,并且能够在一定的范围内调整。
――采用无气加热喷涂法,涂料的工作压力可调整,同时压力要确保稳定。涂料的加热温度可以调整。
――喷嘴的型号、流量,喷幅宽度等参数要做到正确的选择
――无气自动喷枪对于钢管圆截面的位置分布均匀,对于钢管表面的角度和对钢管表面距离可以调整。
――要确保喷枪组中心与钢管中心一致。
――排风风量风速与喷涂状态要做到匹配。
――喷嘴的工作状态良好,要及时检查。
假如对于每一种型号的钢管都认真的做好以上几点,过厚型“防腐流挂”现象是完全可以避免的。问题是要建立完整的涂装工艺管理制度,以保证品种更换时,技术调整工作的有序进行。
|